选择见欣,深得您心
XIN-COLOR,MAKING YOUR LIFE COLORFUL!

全国服务热线

见欣色膏科技
座机:0769-38855933
传真:0769-88329008
地址:东莞市道滘镇大鱼沙工业区

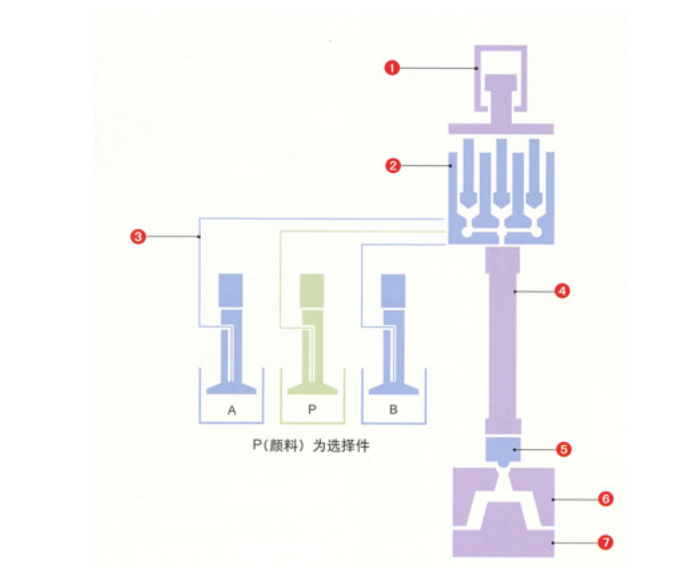
液态硅胶注射成型(Liquid Injection Molding System,简称LIMS)

固化温度:一般情况下,90℃ ~210℃可以实现固化。射出压力:40~120Kg/CM2。![]()
固化时间:150℃情况下,1mm试片固化时间在10s以内。
线收缩率:100℃ ~150℃ ,线收缩率在2%~3%由于LSR低粘度性,流动性高,为了避免溢胶,对模具封胶位和分型面有较高要求。
为减低气泡不良,最好在模具中加装抽真空结构,以保证模腔内的空气及时排出。
01
气泡或膨胀
Q:硫化不足
A:延长硫化时间,提高温度
Q:成型压力不足
A:增加保压压力
Q:产生气泡
A:排空空气,调整注射速度
Q:模具加热不均匀
A:调整加热装置,使受热均匀
02
缺料,表面斑点,混色不均
Q:硫化不足
A:延长硫化时间,提高温度
Q:空气未排空
A:充分抽出空气
Q:困气
A:检查设备密封枪口
Q:模具温度过高
A:降低温度,平均温度分布
Q:混合斑
A:调整注射速度,检查供料器
03
合模线问题
Q:混合比不当
A:检查供料系统
Q:混合不均匀
A:调整注射速度
Q:成型压力不良
A:增加压力,降低温度
Q:注入时间过长
A:缩短注射时间
Q:焊接部位排气不畅
A:采用真空机器
Q:流道不均衡
A:均衡流道
04
光泽度差,暗色
Q;硫化不足
A:延长硫化时间,提高温度
Q:模具表面粗糙
A:模具抛光或者脱模剂太强
05
脱膜性能不好
Q:硫化不足
A:延长硫化时间,提高温度
Q:模具表面不佳
A:模具表面处理
Q:表面温度分布不均匀
A:检查模具加热方法
06
毛边溢胶
Q:注胶量太多
A:减少注胶量
Q:分型面问题
A:检查分型面
Q:锁模力太低
A:加大锁模力
Q:模温太低
A:提高模具温度
Q:注射压力太高
A:降低注射压力
Q保压时间太长或太高
A:降低保压时间
07
颜色
Q:色斑
A:加色
1.控制稳定加色漿
2.提高色漿量
3.搅拌時間拉長
4.提高螺杆转速
5.静态搅拌器
6.清洗
7.检查加色口(太大/堵塞)
Q:流痕
A:1.色浆分散
Q:无光泽表面
A:挥发份累积,定期清洗
见欣LIMS专用色浆特性:
1保证产品颜色稳定性
2.成型入料口无色痕
3.满足自动加料系统的流动性
4.解决LSR/LIMS注射流痕
5.根据客户来样配色,定制加工
6.良好的脱模性

公司主营产品:
7.矽利康情趣用品系列色浆
联系方式
见欣苏州分公司:邓先生139 2586 5043
见欣华东义乌分公司:何先生135 0982 1395
见欣华南东莞公司:贺先生137 6329 1899
 English
English 中文站
中文站